Related Topics:
Honbrolithium Battery Automation Production-

Classification of battery production equipment
An automotive battery is a battery of any size or weight used for one or more of the following purposes: 1. starter or ignition power in a road vehicle engine 2. lighting power in a road vehicle An industrial battery or battery pack is of any size or weight, with one or more of the following characteristics: 1. designed exclusively for industrial or professional uses 2. used as a source. A battery pack is a set of batteries connected or encapsulated within an outer casing which is: 1. formed and intended for use as a single, complete unit 2. not intended to be split up or opened A portable battery or battery pack is a battery which meets all the following criteria: 1. sealed 2. weighs 4kg or below 3. not an automotive or industrial battery 4. not designed exclusively. The 2008 and the 2009 regulations do not define a sealed battery. Defra and the regulators have adopted the International Electrotechnical Commission's (IEC) definition of a 'sealed cell'.
[PDF Version]
FAQs about Classification of battery production equipment
What is a lithium-ion battery classification note?
This Classification Note provides requirements for approval of Lithium-ion battery systems to be used in battery powered vessels or hybrid vessels classed or intended to be classed with IRS.
Can a 4kg battery be classified as industrial?
Sealed batteries weighing 4kg or below may still be classed as industrial if they are designed exclusively for professional or industrial use. If a battery producer wants to classify a battery as designed exclusively for professional or industrial use, weighing 4kg or below, they must provide evidence for that classification.
What is a battery system?
Battery system is an “Energy storage device that includes cells or cell assemblies or battery pack (s) as well as electrical circuits and electronics (e.g., BCU, contactors)” [ 20 ]. Chassis/body in white (BiW) is the outer shell of the battery electric vehicle (BEV) [ 21] (p. 3).
What is the type approval process for Li-ion batteries?
Type approval would be required for each type of Li-ion battery (i.e. for each battery chemistry). The type approval process consists of the following: type testing & functional testing, (review type test records if the tests are carried out in Govt. lab or were witnessed by any other IACS society.
Are primary batteries rechargeable?
Primary batteries are non-rechargeable. The secondary batteries i.e. batteries which can be recharged have further variants based on the battery chemistry. The type of electrolyte used, aqueous (acid, alkaline) or non aqueous play a major role in battery energy density and safety. The primary focus of the survey procedure is on secondary batteries.
What does a battery system manufacturer do?
The battery system manufacturer is to prepare and implement a quality plan that defines procedures for the inspection of materials, components, cells, modules, battery packs, and battery systems and which covers the whole process of producing each type of cell, module, battery pack, and battery system.
-

Conversion equipment lead-acid battery disassembled and no water inside
Before 1960, the dismantling of batteries was mainly with the help of axes, because organics were not allowed to enter the furnace during the processing process, and the battery could not be directly added to the furnace. While this situation has now improved in many countries, especially in developed countries, it. To minimize human contact with the battery dismantling process, the spent batteries should be transported to the open apparatus by automatic conveyor belts or small vehicles as much as possible. Once the battery. Various contaminations may exist in lead recycling. Several common situations that affect the environment during the battery disassembly and.
FAQs about Conversion equipment lead-acid battery disassembled and no water inside
Can lead acid batteries be reconditioned?
Lead acid batteries can sometimes sustain damage that cannot be repaired through reconditioning. A common issue is sulfation, where lead sulfate crystals accumulate on the battery plates. Severe sulfation may reduce the battery's capacity beyond recovery, making replacement necessary.
Can we remove acid from flooded electrolyte lead acid batteries?
A lead acid battery, including flooded electrolyte types, should not have its acid completely removed once it has been filled and charged. It is important not to remove the acid. A lead acid battery consists of several major components, including the positive electrode, negative electrode, sulphuric acid, separators, and tubular bags.
What happens if a lead acid battery runs out of water?
If a lead acid battery runs out of water, meaning the electrolyte has fully dried up or the battery has been tilted or stored upside down causing the electrolyte to spill, this is the main concern.
How do you recondition a lead acid battery?
Steps to Recondition a Lead-Acid Battery Safety First: Wear safety goggles and gloves to protect yourself from the corrosive acid. Remove the Battery: Take the battery out of the vehicle or equipment. Open the Cells: Remove the caps from the battery cells. Some batteries have screw-in caps, while others have rubber plugs.
What is a lead acid battery?
A lead acid battery is a type of rechargeable battery that has positive and negative plates fully immersed in electrolyte, which is dilute sulphuric acid.
What happens when a battery is drained of acid?
When a lead acid battery is drained of its acid, the wet moist negative electrodes come in contact with atmospheric oxygen, triggering an exothermic reaction that releases heat and discharges the negative plates (electrodes), oxidizing the sponge lead to lead oxide.
-
Treatment of three wastes from lithium-ion battery production
Li-ion batteries can be recycled via three main methods: pyrometallurgy, hydrometallurgy or direct recycling, and parts of these processes can also be combined.
FAQs about Treatment of three wastes from lithium-ion battery production
How to recycle used lithium ion batteries?
The process of recycling used lithium-ion batteries involves three main technology parts: pretreatment, material recovery, and cathode material recycling. Pretreatment includes discharge treatment, uniform crushing, and removing impurities.
What is lithium-ion battery waste management?
Lithium-ion battery (LIB) waste management is an integral part of the LIB circular economy. LIB refurbishing & repurposing and recycling can increase the useful life of LIBs and constituent materials, while serving as effective LIB waste management approaches.
How can recycling reduce end-of-life lithium-ion batteries?
The rapid increase in lithium-ion battery (LIB) production has escalated the need for efficient recycling processes to manage the expected surge in end-of-life batteries. Recycling methods such as direct recycling could decrease recycling costs by 40% and lower the environmental impact of secondary pollution.
How pyrometallurgy is used to recycle lithium ion-battery?
Overall schematic of lithium recycling from pre-treated waste LIB components by pyrometallurgy process. Some pyrometallurgy uses additional acids for the roasting to higher the lithium extraction efficiency. Liu et al. used nitric acid to nitrate the lithium ion-battery scraps and roasted them at 250 °C for 60 min.
What is the recycling rate of lithium ion batteries?
However, issues remain regarding the means to commercialize and make the process more environmentally friendly. According to the UNEP report on recycling rates, the lithium-ion battery recycling rate in the EU is less than 5%, and less than 1% of lithium is recycled. 115., 116., 117., 118. 6. Future directions for lithium recycling technologies
Can waste lithium ion batteries be separated?
Waste lithium-ion batteries can be pre-treated and separated safely only when they are fully discharged. If not, the battery can explode or emit toxic gases due to local short-circuiting.
-

China s lithium battery electrolyte production
Before the 2000s, lithium-ion battery production was dominated by Japan with its superior technologies, by companies like. Japan alone made 88% of the world's battery supply. In the following two decades, China invested heavily in its sourcing and manufacturing processes. Since 2015, China surpassed Japan, Korea, and the rest of the world and became the largest exporter of lithium batteries. Combined with Japan and Korea, the countries account for 95% of.
FAQs about China s lithium battery electrolyte production
How many lithium ion batteries are produced in China?
China produced more than 15 billion units of lithium-ion batteries in 2019, which accounts for 73% of the world's 316 gigawatt-hours capacity. China is a significant producer of lithium batteries and electric vehicles, supported by government policies.
Will China dominate the global lithium-ion battery supply chain in 2022?
Bali, November 12, 2022 – China continues to dominate BloombergNEF's (BNEF) global lithium-ion battery supply chain ranking, for the third time in a row, for both 2022 and its projection for 2027, thanks to continued support for the electric vehicle demand and raw materials investments.
What is China's role in the development of lithium batteries?
Source: The General Administration of Customs of China China's crucial role in the development of lithium batteries can be highlighted by its lithium cell manufacturing capacity which accounts for 73% of the world's 316 gigawatt-hours capacity.
Which country exports the most lithium batteries in the world?
Since 2015, China surpassed Japan, Korea, and the rest of the world and became the largest exporter of lithium batteries. Combined with Japan and Korea, the countries account for 95% of lithium battery production in the world. China has the fourth-largest known lithium reserve with 1 million tons, behind Chile, Australia, and Argentina.
When did China start making lithium batteries?
In the 1990s, China had its first breakthrough with its state enterprise China Electronics Corporation successfully developing its own Model 18650 lithium battery which was ready for mass production.
What is the market capitalization of lithium batteries in China?
The market capitalization for lithium batteries in China is estimated at 190 billion yuan (approximately 30 billion dollars) and is projected to reach 268 billion yuan (42 billion dollars) by 2026.
-

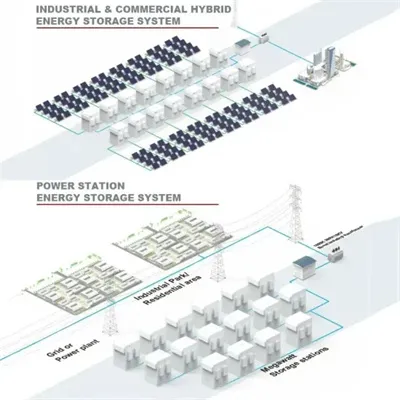
Industrial and commercial energy storage cabinet pack battery cluster production line
This advanced production line integrates a series of automated processes, including cell sorting, laser welding, module stacking, BMS installation, testing, and final pack assembly, tailored to various battery cell types such as cylindrical, prismatic, and pouch cells.
FAQs about Industrial and commercial energy storage cabinet pack battery cluster production line
What is the production process for chisage ESS battery packs?
The production process for Chisage ESS Battery Packs consists of eight main steps: cell sorting, module stacking, code pasting and scanning, laser cleaning, laser welding, pack assembly, pack testing, and packaging for storage. Now, following in the footsteps of Chisage ESS, our sales engineers are ready to take you on a virtual tour!
What is a cellular module & pack?
Cell, Module and Pack are each labelled with a QR code and scanned into the EMS system for registration, so that after-sales maintenance can trace the production and testing information individually.
What is battery pack of chisage ESS?
The energy storage battery Pack process is a key part of manufacturing, which directly affects the performance, life, safety, and other aspects of the battery. What kind of trials and tribulations has battery pack of Chisage ESS gone through? Let's find out.
-

Bms battery management system equipment
Established in 2008, Shenzhen Tritek Limitedstands as a prominent supplier of cutting-edge battery management systems and battery system assembly in China. With a comprehensive integration of R&D, sales, manufacturing, and service, the company has garnered a substantial market. LG Innotek Yantai Co., Ltd. (LG Innotek)is the most representative high-tech enterprise specializing in electronic communication in. Hella (Shanghai) Automotive Industry Service Co., Ltd.was founded in 2000 as Hella China representative Office. Established in Shanghai in 2004, the company serves as. Anhui Guibo Xinneng Technology Co., Ltd. (GVB)was founded in June 2012. With the mission of “applying information technology, promoting energy reform, and benefiting human. Octillion (Hefei) Power Technology Co., Ltd. is a high-tech foreign-funded enterprise engaged in the research and development,.
[PDF Version]
FAQs about Bms battery management system equipment
What is a battery management system (BMS)?
A Battery Management System (BMS) is the control system that plays the role of closely monitoring and controlling the operation and status of each cell to achieve that purpose. The operation and status of each cell is constantly monitored with high precision and high resolution in a BMS.
What are BMS products?
As electronic systems, BMS products play a pivotal role in monitoring and managing the performance of rechargeable batteries in various energy storage systems, including lithium battery, lead acid battery, and lifepo4 battery modules and packs, which are widely used in battery-powered applications.
What is a battery management system?
A battery management system represents one of the most critical safety and performance components in modern energy storage applications. At its core, a BMS serves as an intelligent guardian that continuously monitors individual battery cells and the overall pack to prevent potentially dangerous situations while maximizing efficiency and longevity.
What makes a good battery management system?
A BMS must be designed for specific battery chemistries such as: 02. Power Consumption: An efficient BMS should consume minimal power to prevent draining the battery unnecessarily. 03. Scalability: For large-scale applications (EVs, grid storage), a scalable BMS is essential.
How will BMS technology change the future of battery management?
As the demand for electric vehicles (EVs), energy storage systems (ESS), and renewable energy solutions grows, BMS technology will continue evolving. The integration of AI, IoT, and smart-grid connectivity will shape the next generation of battery management systems, making them more efficient, reliable, and intelligent.
Why is BMS technology important?
This sophisticated technology acts as the brain of modern battery systems, protecting against dangerous conditions like overcharging, overheating, and cell imbalances. From electric vehicles to renewable energy storage systems, BMS technology has become essential for safely harnessing the power of advanced battery chemistries.
-
A factory producing battery equipment
Today, only a handful of companies that specialize in battery cell manufacturing equipment—used for slurry mixing, electrode manufacturing, cell assembly, and cell finishing—are operating in Europe; the majority ar. EV OEMs and battery cell manufacturing companies will need manufacturing equipment to ramp up production fast and to ensure high factory production performance. Sin. While equipment manufacturers that already have expertise and capacity for battery manufacturing equipment can use the beneficial funding environment to grow their businesses. European equipment manufacturers looking to pivot to or expand in the battery cell equipment market can consider four pathways to developing the competencies they will need to. Equipment companies that are leading in the development of battery competencies exhibit several common characteristics: 1. Eagerness to scout opportunities.The leading equipme.
[PDF Version]
FAQs about A factory producing battery equipment
Who makes a battery pack?
Demand is rising worldwide. Bosch Manufacturing Solutions has pooled its expertise in mechanical engineering and now offers companies factory equipment for battery production from a single source - from individual components and software solutions to complete assembly lines. Webasto is one of the pioneers in the production of battery packs.
What is a battery manufacturing process?
The battery manufacturing process is made up of diverse and complex processes that have a high technical and precision element attached to it. As mentioned at the beginning, the battery production industry is also characterised by its high degree of digitalisation and automation, which are key for process optimisation and productivity.
How much capital does battery manufacturing cost?
In the battery cell manufacturing process, three steps require roughly equal shares of capital expenditures: 35 to 45 percent for electrode-manufacturing equipment, 25 to 35 percent for cell-assembly-and-handling equipment, and 30 to 35 percent for cell-finishing equipment (Exhibit 2).
How a battery is made?
1. ELECTRODE MANUFACTURING Whatever the format (pouch, cylindrical or prismatic), the first step when manufacturing a battery is the production of the two covered layers known as electrodes.
Where are battery cells made?
Today, only a handful of companies that specialize in battery cell manufacturing equipment—used for slurry mixing, electrode manufacturing, cell assembly, and cell finishing—are operating in Europe; the majority are in China, Japan, and South Korea (Exhibit 3).
What are the 3 phases of battery manufacturing?
As detailed below, the 3 main phases are (i) electrode manufacturing, (ii) cell assembly and (iii) training, aging and test that validates the right performance of the assembled battery cells. 1. ELECTRODE MANUFACTURING
-

Battery production company organization structure
The production center includes R&D department, purchasing department, production department and quality inspection department. The engineers in our R&D department have at least eight years of experience in lithium battery development and technical management. They are familiar with various BMS. The sales center is mainly composed of two parts: domestic sales department and international sales department. We initially started from the domestic market and provided lithium battery. The administrative center is mainly composed of the finance department, the administration department, and the general manager's office. As the backing force of the entire.
FAQs about Battery production company organization structure
What is the new organizational structure?
The new organizational structure simplifies interfaces, globalizes our teams, and strengthens our technology focus, including product development and digitalization.
What is Freyr's new organizational structure?
The new organizational structure is intended to generate long-term value for shareholders in accordance with FREYR's top strategic priorities for 2024, which are: 1.
What are the business segments of lithium-ion solutions & microbatteries?
As the parent company of the group, it operates in the business segments "Lithium-Ion Solutions & Microbatteries" and "Household Batteries". The "Lithium-Ion Solutions & Microbatteries" segment focuses on microbatteries, lithium-ion coin power, lithium-ion round cells (lithium-ion large cells) and the lithium-ion battery pack business.
Who is Freyr battery?
FREYR Battery is a developer of clean, next-generation battery cell production capacity. The company's mission is to accelerate the decarbonization of global energy and transportation systems by producing clean, cost-competitive batteries.
How many employees does VARTA AG have?
The VARTA AG Group currently employs almost 4,200 people. With five production and manufacturing facilities in Europe and Asia as well as sales centers in Asia, Europe and the USA, the operating subsidiaries of VARTA AG are currently active in over 75 countries and regions around the world.
What is Europe's largest grid-side battery energy storage power station?
CATL participated in Europe's largest grid-side battery energy storage power station – Minety Battery Energy Storage System in the UK.
-

Which perovskite battery company will be put into production soon
Recently, Panasonic Holdings (HD) announced that it will commercialize "power generation glass" (BIPV), which integrates perovskite solar cells and building materials, in 2026.
FAQs about Which perovskite battery company will be put into production soon
When will next-generation perovskite solar cells be made in Japan?
Japan's Sekisui Chemical said on Thursday that it plans to begin mass production of next-generation perovskite solar cells (PSCs) in 2027.
What is GCL photoelectric's first production line for perovskite cells?
GCL Photoelectric built its first production line for perovskite cells in September 2021. It can produce 100 megawatts of solar panels with the dimensions of 1 meters by 2 meters a year. The panels made at the new plant will have a relatively high photoelectric conversion efficiency of 26 percent, the firm said.
Is there a bright future for perovskite PV cells?
Andries Wantenaar, a solar analyst at Rethink Energy, explains why he sees a bright future for perovskite PV cells, with technological advancements and major R&D investment paving the way for revolutionary change. From pv magazine 10/23
Will perovskite solar panels be competitive today?
Rethink believes multiple companies are already capable of making perovskite solar panels that would be competitive today. These companies also have a second generation of perovskite cells in the laboratory. Within three years, next-gen products will be scaled up to full size panels and viable for mass production.
Which companies are launching perovskite products in 2026?
The first movers will be the handful of companies leading the field today, at least five of which – Microquanta, UtmoLight, GCL System Integration, Caelux, and Oxford PV – have commissioned 100 MW pilot production lines. By 2026, every mainstream silicon manufacturer will have committed to perovskite products.
Are perovskite solar cells a good investment?
A look at the latest perovskite research shows that industry optimism is built on a strong foundation. The first 1 MW solar plant using perovskite modules from Microquanta Semiconductor has been generating electricity since November 2023. From pv magazine World records for perovskite solar cells have a short shelf life.
-

Fully automatic lead-acid battery cabinet production line
The automatic lead-acid battery assembly line is an efficient and precise battery production equipment designed for the assembly, welding, liquid filling, and sealing processes of lead-acid batteries.
FAQs about Fully automatic lead-acid battery cabinet production line
Where can I find the lead acid battery production model tutorial?
The tutorial teaches how to: You can find the Lead Acid Battery Production Model tutorial in the Tutorials section of AnyLogic Help. To find it, you will need AnyLogic 8.5 or access to the online AnyLogic Help. We recommend the tutorial for everyone who models in AnyLogic, even if you are already familiar with the Material Handling Library.
What equipment is used in automotive battery production?
Our automotive lead-acid battery production equipment includes enveloping/wrapping & stacking machines, an element check and buffer system, cast-on-strap machines and full assembly lines. Did you know that the annual demand for automotive batteries is approx. 400 million pieces worldwide?
What is automotive lead-acid battery technology?
Our technology is used to produce telecom preforms, specialty preforms and fibers. The automotive lead-acid battery sector covers all SLI (starting, lighting, ignition) batteries. This includes the following technologies: With our complete assembly solutions for car and truck batteries, we have the expertise to fulfil your needs.
Are automotive battery assembly lines reliable?
As with any mature technology, battery manufacturers expect an automotive battery assembly line to be highly dependable and work on an almost nonstop basis.
When was the first rechargeable lead-acid battery invented?
The first practical version of a rechargeable lead-acid battery was invented in 1859. Of course, the technical requirements have changed enormously since then. We are all the more pleased that we have been supplying the lead-acid battery manufacturing sector with our production equipment for more than 50 years now.
What is automotive battery assembly equipment?
Our assembly equipment handles automotive battery applications from car to truck and covers all SLI (starting, lighting, ignition) batteries.
-

Chemical formula of battery cell production process
The anode and cathode materials are mixed just prior to being delivered to the coating machine. This mixing process takes time to ensure the homogeneity of the slurry. Cathode: active material (eg NMC622), polymer binder (e.g. PVdF), solvent (e.g. NMP) and conductive additives (e.g. carbon) are batch mixed. The anode and cathodes are coated separately in a continuous coating process. The cathode (metal oxide for a lithium ion cell) is coated onto an aluminium electrode. The. The electrodes up to this point will be in standard widths up to 1.5m. This stage runs along the length of the electrodes and cuts them down in width to. Immediately after coating the electrodes are dried. This is done with convective air dryers on a continuous process. The solvents are recovered from this process. Infrared technology is used as a booster on Anode lines.
[PDF Version]
FAQs about Chemical formula of battery cell production process
What are the three steps of battery production?
Battery cell production is divided into three main steps: (i) Electrode production, (ii) cell assembly, and (iii) cell formation and finishing . While steps (1) and (2) are similar for all cell formats, cell assembly techniques differ significantly . Battery cells are the main components of a battery system for electric vehicle batteries.
How are lithium ion battery cells manufactured?
The manufacture of the lithium-ion battery cell comprises the three main process steps of electrode manufacturing, cell assembly and cell finishing. The electrode manufacturing and cell finishing process steps are largely independent of the cell type, while cell assembly distinguishes between pouch and cylindrical cells as well as prismatic cells.
What is lithium ion battery production?
lithium-ion battery production. The range stationary applications. Many national and offer a broad expertise. steps: electrode manufacturing, cell assembly and cell finishing. cells, cylindrical cells and prismatic cells. each other. The ion-conductive electrolyte fills the pores of the electrodes and the remaining space inside the cell.
What is a battery cell made of?
The cell is filled with an electrolyte, which is composed of lithiumhexafluorophosphate (LiPF6) conductive salt . The manufacturing process of the cell is the one described in . The data for the energy consumption of the battery cell manufacturing are taken from .
What is the battery manufacturing process?
The battery manufacturing process is a complex sequence of steps transforming raw materials into functional, reliable energy storage units. This guide covers the entire process, from material selection to the final product's assembly and testing.
What is the first step in the lithium battery manufacturing process?
Electrode manufacturing is the first step in the lithium battery manufacturing process. It involves mixing electrode materials, coating the slurry onto current collectors, drying the coated foils, calendaring the electrodes, and further drying and cutting the electrodes. What is cell assembly in the lithium battery manufacturing process?
-

Production process of lithium manganese oxide battery
A lithium ion manganese oxide battery (LMO) is a lithium-ion cell that uses manganese dioxide, MnO 2, as the cathode material. They function through the same intercalation/de-intercalation mechanism as other commercialized secondary battery technologies, such as LiCoO 2. Cathodes based on manganese. Spinel LiMn 2O 4One of the more studied manganese oxide-based cathodes is LiMn 2O 4, a cation ordered member of the • • •.
FAQs about Production process of lithium manganese oxide battery
What is a lithium manganese oxide battery?
Lithium Manganese Oxide batteries are among the most common commercial primary batteries and grab 80% of the lithium battery market. The cells consist of Li-metal as the anode, heat-treated MnO2 as the cathode, and LiClO 4 in propylene carbonate and dimethoxyethane organic solvent as the electrolyte.
How does a lithium manganese battery work?
The operation of lithium manganese batteries revolves around the movement of lithium ions between the anode and cathode during charging and discharging cycles. Charging Process: Lithium ions move from the cathode (manganese oxide) to the anode (usually graphite). Electrons flow through an external circuit, creating an electric current.
Can manganese be used in lithium-ion batteries?
In the past several decades, the research communities have witnessed the explosive development of lithium-ion batteries, largely based on the diverse landmark cathode materials, among which the application of manganese has been intensively considered due to the economic rationale and impressive properties.
What is a secondary battery based on manganese oxide?
2, as the cathode material. They function through the same intercalation /de-intercalation mechanism as other commercialized secondary battery technologies, such as LiCoO 2. Cathodes based on manganese-oxide components are earth-abundant, inexpensive, non-toxic, and provide better thermal stability.
What are layered oxide cathode materials for lithium-ion batteries?
The layered oxide cathode materials for lithium-ion batteries (LIBs) are essential to realize their high energy density and competitive position in the energy storage market. However, further advancements of current cathode materials are always suffering from the burdened cost and sustainability due to the use of cobalt or nickel elements.
Can LMO cathode material be used in lithium-ion batteries?
In this paper, the production of LMO cathode material for use in lithium-ion batteries is studied. Spreadsheet-based process models have been set up to estimate and analyze the factors affecting the cost of manufacturing, the energy demand, and the environmental impact.